automatische Transferbeschichtungsanlage mit intermittierendem und kontinuierlichem Beschichtungsverfahren für die Batterieproduktion
Beschichter der zl-lb-Serie ist eine professionelle Beschichtungsausrüstung für Lithiumbatterien.
1.es ist geeignet für den Beschichtungsprozess von Aufschlämmungssystemen wie öligem oder wasserbasiertem Lithium-Eisen-Phosphat, öliger Lithium-Kobaltsäure, ternärem, Lithium-Manganat, Nickel-Kobalt-Lithium-Manganat, öliger oder wasserbasierter negativer Kohlenstoffgraphit, Lithiumtitanat, usw.;
2.die Spannungsregelungsgenauigkeit kann durch Verwendung des vollautomatischen PID-Zugspannungsregelungssystems mit geschlossenem Regelkreis ein Niveau von ±1 N erreichen;
3.Die importierten Standardteile wie das OMRON-SPS-Steuerungssystem und der hochpräzise Servomotor werden verwendet, um die ultrahohe Konsistenz und Stabilität der beschichteten Produkte in Bezug auf Oberflächendichte und Größe sicherzustellen. der Anteil des importierten Standards Teile ist so hoch wie 85 %.
Spezifikationen
|
geeignete Materialien
|
öl- oder wasserbasiertes Lithiumeisenphosphat, Lithiumkobalt, Lithiummanganat, ternäres, Lithiumnickelkobaltmanganat, Lithiumtitanat, Kohlegraphit und andere Systeme
|
|
Betriebssubstratparameter
|
Aluminiumfolie:
Dicke: 10-30 um; Breite: 200-620 mm; Spulendurchmesser: max.500 mm; Gewicht: max.500kg;
Kupferfolie:
T Dicke: 6-30 um; Breite: 200-620 mm; Spulendurchmesser: max.500 mm; Gewicht: max.500kg;
|
|
Designbreite der Rolleer
|
650mm
|
|
Wirksam Beschichtungsbreite
|
200~580mm
|
|
mechanische Betriebsgeschwindigkeit der Ausrüstung
|
12m/Min
|
|
C Schwimmgeschwindigkeit
|
0.5-8m/min
|
|
geeignet Material Viskosität
|
2000~12000 cps
|
|
Trockendickenbereich der einseitigen Beschichtung
|
50-150 μm
|
|
minimale intermittierende Länge
|
5mm
|
|
Mindestbeschichtungslänge mehrstufig
|
20mm
|
|
Lösungsmitteleigenschaften
|
öliges Lösungsmittel : nmp(s.gu003d1.033,b.pu003d204℃)
wässriges Lösungsmittel: h2o/nmp(s.gu003d1.000,b. pu003d100℃)
|
|
geeigneter Feststoffanteil
|
Anode:S. c. 60%±20%
C Athod:
S. c. 50 % ± 10 % (pvdf System)
S.C.50%±5%( sbr System)
|
|
relative Dichte
|
Anode: 1.5—2.59/cm2
Kathode: 1~1.89/cm2
|
|
Beschichtungsverfahren
|
Doppelschicht doppelseitig 3-stufige intermittierende Transferbeschichtung mit ungleichem Abstand / automatische Verfolgung der zweiten Seite / kontinuierliche Transferbeschichtung
|
|
Rollenwechselmodus
|
Handbuch
|
|
Laufrichtung des Grundmaterials
|
Vorwärtsbeschichtung, Substrat Vorwärts- und Rückwärtsbetrieb mit leerer Folie
|
Maschinenstruktur
1. Abrollmechanismus (einarmige manuelle Aufwicklung)
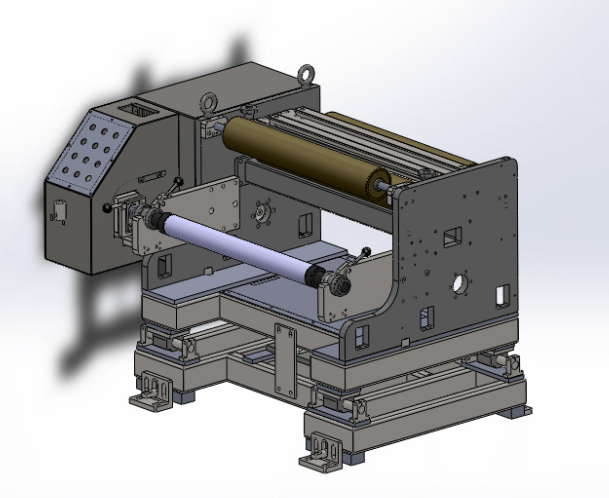
der Abwickelteil hat hauptsächlich drei Funktionen: aktives Abwickeln, automatische Korrektur in Echtzeit und automatische Spannungsregelung;
Das aktive Abwickeln wird vom Motor über die Synchronriemenscheibe angetrieben, und die Abwickelgeschwindigkeit wird entsprechend der Echtzeitänderung von Spannung und Beschichtungsgeschwindigkeit. bestimmt. Der gesamte Prozess läuft automatisch ab, um die perfekte Anpassung der Abwickelgeschwindigkeit zu gewährleisten Beschichtungsgeschwindigkeit. vermeidet die große Spannungsschwankung, die durch die nichtlineare Leistungsabgabe des Magnetpulvers verursacht wird, die die Abwickelgeschwindigkeit nicht in Echtzeit und aktiv steuern kann, wenn sich das herkömmliche Magnetpulver passiv abwickelt,, was sich auf die auswirkt Beschichtungsgeschwindigkeit.
|
Installationsstruktur der Rolle
|
integrierte vertikale Platteninstallation (Dicke 30 mm)
|
|
Walzenoberflächenbehandlung
|
Oxidationsbehandlungof Aluminiumrolle Oberfläche , die Oberflächenhärte ist HRC65, der Rundlauf ist ≤ 20 μm, die Oberflächenrauheit ist ra0.8, die Parallelität ist ≤ 0.1mm;
|
|
Spannungskontrollsystem
|
vollautomatische PID-Regelung mit konstanter Spannung; Spannungsbereich abwickeln:0~ 50n; Spannungsregelgenauigkeit ± 1N;
|
|
Korrekturmethode
|
automatische EPC-Steuerung, Hub 120 mm
|
|
Wickelverfahren
|
Abwickeln in Auf- und Abwärtsrichtung
Die Spule ist mit einem aufblasbaren 3-Zoll-Schaft und einem aufblasbaren Schaft befestigt
Abwickeln einzelner aufblasbarer Schaft , doppelseitige Unterstützung
Manuelle Spleißplattform, Doppelkompressionsbalkenmodus
|
|
Substrat Laufrichtung
|
nach vorne und rückwärts
|
|
Substratlaufgeschwindigkeit
|
12m/Min
|
|
maximaler Abrolldurchmesser
|
Ф500mm
|
|
maximale Tragfähigkeit der aufblasbaren Welle
|
500kg
|
|
Anzahl der sich abwickelnden aufblasbaren Wellen
|
1
|
|
Kontrollsystem
|
Stellen Sie die Funktionsbetriebstaste , ein, die den Vorgang der Bandverlängerung , Pause , Notstopp , vorwärts und rückwärts , linke und rechte Ausrichtung , usw. abschließen kann
|
|
Abwickelgeschwindigkeit
|
die Abwickelgeschwindigkeit wird von der SPS entsprechend der eingestellten Beschichtungsgeschwindigkeit und den Echtzeit-Spannungsänderungsdaten gesteuert; Die Abwickelleistung wird durch einen Wechselstrommotor + Turbinenuntersetzungsgetriebe bereitgestellt;
|
2.Beschichtungsmechanismus
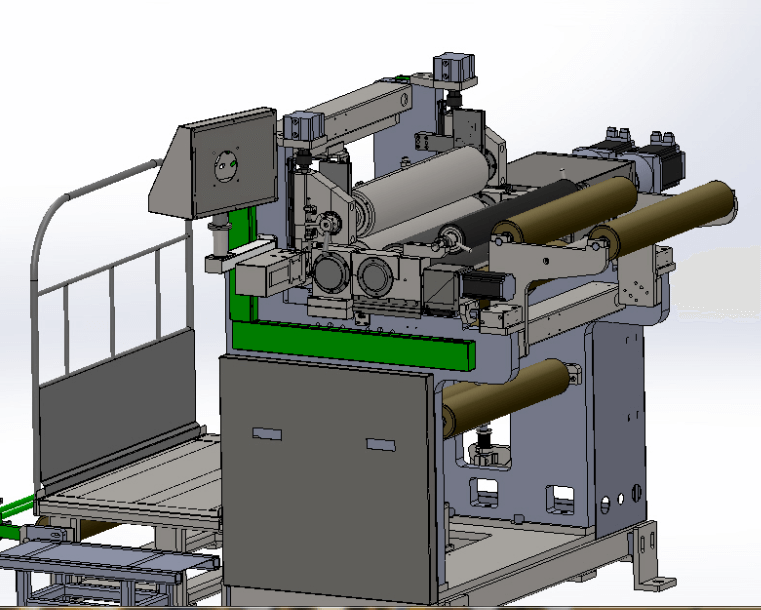
Der Kopf der Maschine besteht hauptsächlich aus Schabermechanismus , Stahlwalzenmechanismus , Gummiwalzenmechanismus und Gummiwalzenantrieb .
·Der Schabermechanismus treibt die hochpräzise Schraubenstange an, um den Schrägblock durch das Schneckengetriebe , anzutreiben, und überträgt die Auf- und Abwärtsbewegung des Schabers durch die horizontale Bewegung des Schrägblocks und des Schrägblocks , Dadurch wird die Einstellgenauigkeit genauer, leichter kontrollierbar, und das Umkehrspiel stark reduziert.
·Der Stahlrollenmechanismus ist mit der Stahlstange durch die Doppelmembrankupplung durch den Servomotor verbunden. Das Stahlrollenlager nimmt ein hochpräzises importiertes Lager an,, das den Rundlauf unter 1.5um nach der Installation durch Einzigartigkeit gewährleistet Installationsmethode.
·Im Vergleich zum herkömmlichen Gummiwalzenmechanismus, ist der Antriebsmotor fixiert, und die weiche Verbindung der Doppelmembrankupplung vermeidet den Einfluss der Motorvibration auf die Beschichtung, gewährleistet die Beschichtungsgenauigkeit, vermeidet die Das gemeinsame Hin- und Herbewegen von Motor und Gummiwalze, verlängert die Lebensdauer des Motors, und verringert die Trägheit der Gummiwalze während der Beschichtung.
·Der Gummirollenantriebsmechanismus verbindet den Motor und die Gummirolle durch die Schraubenstange, und wandelt die Drehbewegung des Motors in die Vorwärts- und Rückwärtsbewegung der Gummirolle. um. Der Gummirollensitz und der Motor sind installiert am beweglichen Schlitten, mit schneller Reaktion und hoher Präzision.
|
Installationsstruktur
|
50 mm dicke vertikale Gesamtplattenstruktur, 1 Tonne Gesamtgewicht
|
|
Hauptantriebsmotor
|
Servomotor (750 W)
|
|
intermittierender Schubmotor
|
Servomotor (750 W)
|
|
Walzenoberflächenbehandlung
|
Die Oberfläche der Aluminiumwalze ist oxidiert, Die Oberflächenhärte beträgt HRC65, Der Rundlauf der Walze ist≤20μ m, die Oberflächenrauhigkeit ist ra0.8, die Parallelität ist≤ 0.1mm;
|
|
Reduzierer
|
100:1 mit 750W Reduzierstück
|
|
Schaberstruktur
|
doppelseitiger Kommaschaber, galvanisiert, AußendurchmesserΦ 128 mm,
|
|
Steuerung der Blattwinkelrotation
|
Griffdrehung
|
|
Beschichtungswalze (Stahlwalze)
|
die Oberfläche ist mit importiertem Hartchrom, mit einem Durchmesser von 128 mm plattiert;
|
|
Spannung
|
vollautomatische PID-Regelung mit geschlossenem Regelkreis konstante Spannung , Spannungsbereich 0 ~ 50 N , Genauigkeit der Spannungsregelung±1n
|
|
Rückenrolle
|
160 mm Durchmesser, importiertes EPDM für Oberflächenbrot, Feinschleifen für Rollenoberfläche
|
|
durch Mischen
|
gerade Bewegung des kolbenstangenlosen Zylinders, einstellbare Geschwindigkeit
|
|
Prallplatte
|
Saigang-Material, versiegelt mit Styropor, ausgestattet mit spezieller Messerform
|
|
Messer intermittierende Höhenverstellung
|
Servomotoreinstellung: Stellen Sie die intermittierende Größe des Schabers und der Stahlwalze auf dem Touchscreen , mit der minimalen Einstellgröße von 0 . 1 um ein
|
|
eigenständige Kopfposition
|
Installation und Betrieb vor dem Trocknen
|
3.Trocknungsmechanismus (Infrarotheizung + elektrische Heizung des Edelstahlheizrohrs)
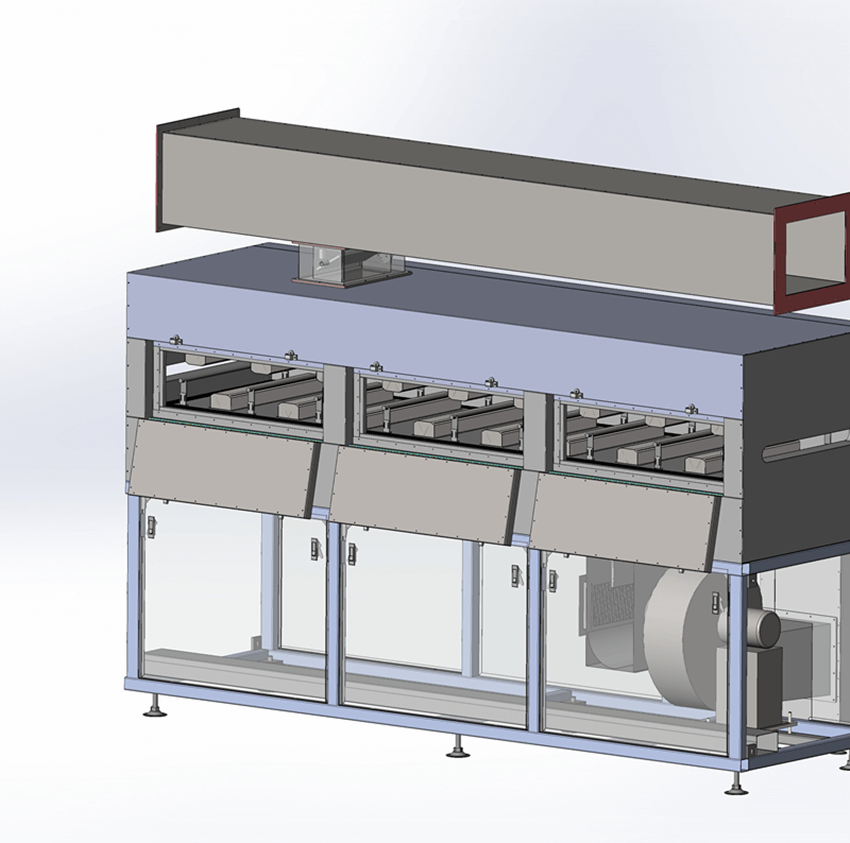
Im Trocknungsteil, wird der Lüfter vom Frequenzumrichter gesteuert, um dem Ofen, Luft zuzuführen, die vor dem Eintritt in den Ofen von der Elektroheizung erwärmt wird. und mit einer Heißluftrecyclingfunktion, ausgestattet ist, die effektiv reduziert die Betriebskosten. da der Frequenzumrichter zur Steuerung des Luftzufuhrmotors verwendet wird, die Luftmengenregulierung bequem ist. der Lüfter aus Edelstahl gefertigt und langlebig ist.
|
Ofenstruktur
|
einschichtige unabhängige Heizung, Auf- und Ab-Anordnung, die ersten beiden Heizöfen übernehmen den unabhängigen Auf- und Ab-Heizbeutel-Heizmodus, die zweiten beiden Heizöfen übernehmen den gemeinsamen Heizbeutel-Heizmodus.
|
|
erste 2 Standheizung
|
Die Infrarot-Hilfsheizstruktur wird verwendet, um Risse im Heizprozess zu verhindern und die Trocknungsgeschwindigkeit zu beschleunigen.
|
|
Ofenlänge
|
12m (3m / Sektion, 4 Sektionen insgesamt)
|
|
Beschaffenheit des Materials
|
Edelstahl, Innenbehälter nationaler Standard SUS304 (1.0mm), Außenbehälter nationaler Standard SUS201 (1.2mm)
|
|
Fahrmodus der Ofenführungsrolle
|
Alle Führungsrollen werden hauptsächlich von Servomotoren mit einem Durchmesser von angetriebenΦ 60mm und Oberfläche hartverchromt; die erste und zweite Führungsrolle sind in ansteigender Bogenverteilung, die dritte und vierte Führungsrolle sind in absteigender Bogenverteilung mit einem Gesamtabfall von 200 mm.
|
|
Temperaturkontrolle
|
Es ist unterteilt in normale Arbeitstemperaturkontrolle und Schutzkontrolle des Übertemperaturüberwachungsalarms . wenn die Temperatur über , ist, erscheint ein akustischer und visueller Alarm , und die Hauptheizungsstromversorgung wird abgeschnitten; jeder Abschnitt wird vollständig unabhängig gesteuert
|
|
Heizmodus
|
Infrarotheizung + Edelstahlheizrohr elektrische Heizung , Heißluftzirkulationsstruktur
|
|
Heizleistung des einteiligen Ofens
|
vorne 2 Sektionen 22KW * 3M, hinten 2 Sektionen 18kw * 3m
|
|
Temperatur im Backofen
|
Ausführung max150℃ , Temperaturunterschied im einteiligen Ofen≤5℃
|
|
Oberflächentemperatur der Box während des Betriebs
|
≤45℃
|
|
Blasverfahren
|
oberes und unteres Luftgebläse, das obere und untere Luftvolumen werden jeweils durch das Ventil, gesteuert, das fein eingestellt werden kann; die oberen und unteren Luftkammern teilen sich den Heizkörper
|
|
Abluftmengenregelung jeder Sektion
|
durch mechanisches Ventil, unabhängige Steuerung, Feinabstimmung
|
|
Düsenstruktur
|
Die Blasrichtung beträgt 30 Grad zur Horizontalen, und die Luftdüsennut ist mit einer speziellen Form geschlitzt
|
|
Lüftersteuerung
|
AC-Schützsteuerung
|
|
Heizungssteuerung
|
Halbleiterrelais
|
|
Fan-Material
|
nationaler Standard SUS304 Edelstahl
|
|
Blaskapazität jeder Sektion (3m)
|
4500 m3 / h, Druck: 550 Pa bei Nenndrehzahl
|
|
Abgasvolumen (zwei insgesamt)
|
10000 m3 / h, Druck: 600 Pa bei Nenndrehzahl
|
|
Lösungsmittelrückgewinnungssystem
|
nein, nur Schnittstelleninstallation
|
|
nmp Lösungsmittelkonzentrationsalarm
|
keine (diese Funktion muss separat angegeben werden)
|
|
Überwachung des Luftkammerdrucks
|
keine (diese Funktion muss separat angegeben werden)
|
|
Abluftvolumen
|
100-350 m3/Min
|











 de
de en
en fr
fr ru
ru es
es pt
pt ko
ko tr
tr pl
pl th
th























 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt



